
[ 문제점 ] 산세 후 세정액이 남아 무력했다. [ 개선의 포인트 ] 바람과 열에서 좌로 물을 날렸다 때문에 녹이 나오지 않게되었다.
Read More »제 57 호 표면 처리 강판의 탈수 건조
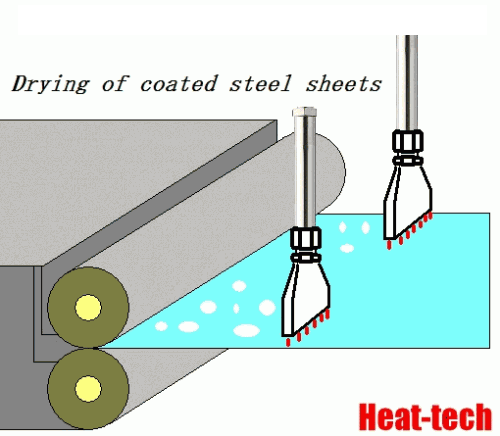
[ 문제점 ] 산세 후 세정액이 남아 무력했다. [ 개선의 포인트 ] 바람과 열에서 좌로 물을 날렸다 때문에 녹이 나오지 않게되었다.
Read More »
[ 문제점 ] 시트 재료가 방청유에 밀착하고 무력했다. [ 개선의 포인트 ] 열풍 히터의 와이드 노즐에서 공기를 뿜어했다. 시트 재료가 박리하여 2 장 보내 방지되었다. 또한 충분한 예열에서 히케가 적어졌다.
Read More »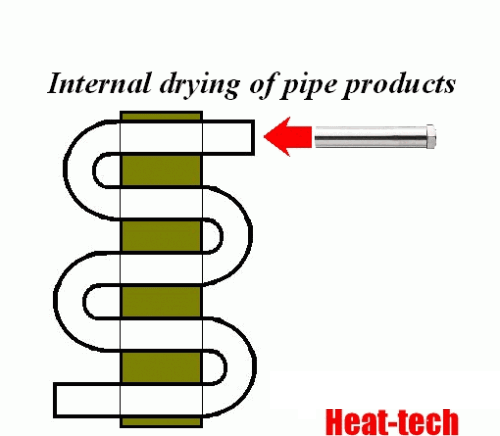
[ 문제점 ] 배관 가공 후 플러싱 세정액이 남아 무력했다. [ 개선의 포인트 ] 남은 물을 날렸다 때문에 녹이 나오지 않게되었다.
Read More »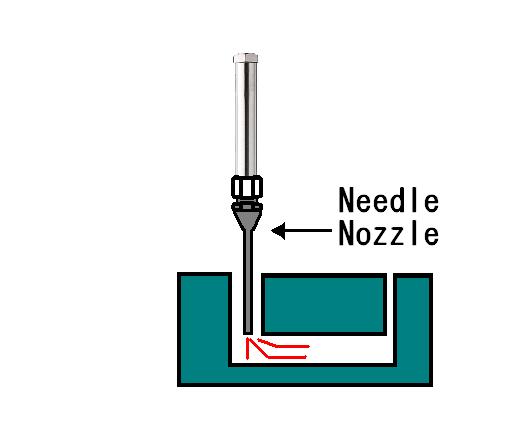
[ 문제점 ] 절삭 가공 후 절분 세척시 물방울이 남아 무력했다 [ 개선의 포인트 ] 열풍 히터 니들 노즐을 장착하고 송풍기 건조했다. 순간 고온 열풍이 불기 시작하므로 물기가 좋아졌다.
Read More »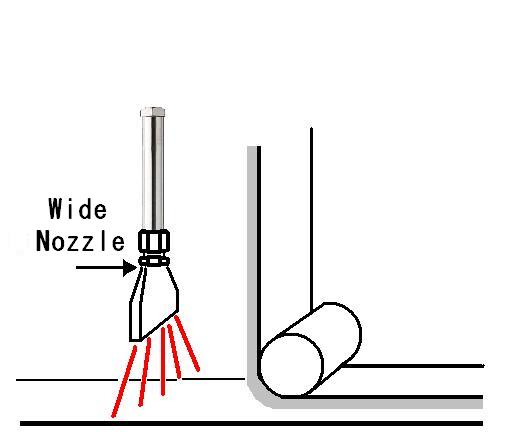
[ 문제점 ] 필름과 종이 접착시 아일랜드가되어 무력했다 [ 개선의 포인트 ] 열풍 히터 와이드 노즐을 장착 해 예열했다. 접착 성이 향상하고, 아일랜드가 없어졌다.
Read More »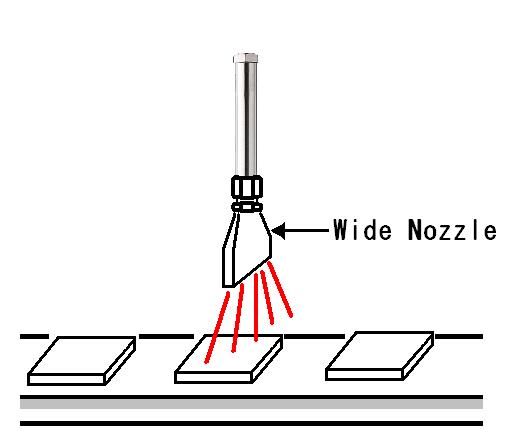
[ 문제점 ] 전자 부품 제조 직후 테스터로 검사하고, 히트 사이클 관리가 어려웠다. [ 개선의 포인트 ] 열풍 히터의 와이드 노즐에서 에이징을했다. 정확한 온도 관리 검사의 품위가 향상되었다.
Read More »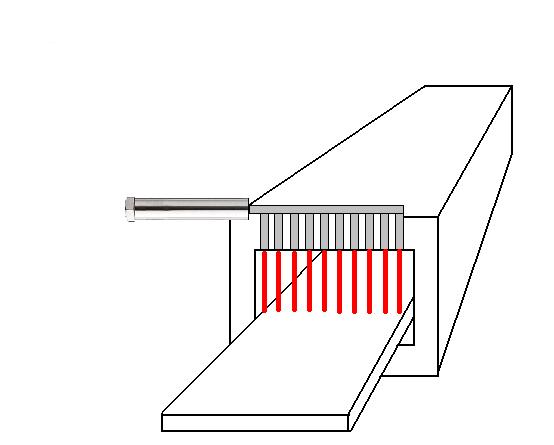
[ 문제점 ] 용광로에서 열이 달아나 열처리의 품위가 문제였다 [ 개선의 포인트 ] 열풍 히터에서 고온 가열 에아시루했다. 내부의 온도가 유지되고 열처리 품위가 향상되었다.
Read More »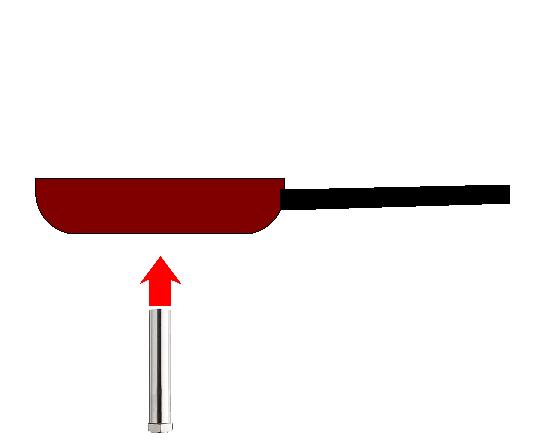
[ 문제점 ] 실험실이 올 전화가 가스를 사용할 수 없어 곤란했다. [ 개선의 포인트 ] 열풍 히터에서 가열했다. 깨끗한 공기에서 900 ℃까지 가열 할 수있어 편리 해졌다.
Read More »
[ 문제점 ] 고온 가스로 건조하면 금속 필름의 표면 장력 관리가 어려웠던 [ 개선의 포인트 ] 열풍 히터에서 와이드 노즐을 사용하여 건조했다. 정확한 온도 관리로 표면 장력을 유지했다.
Read More »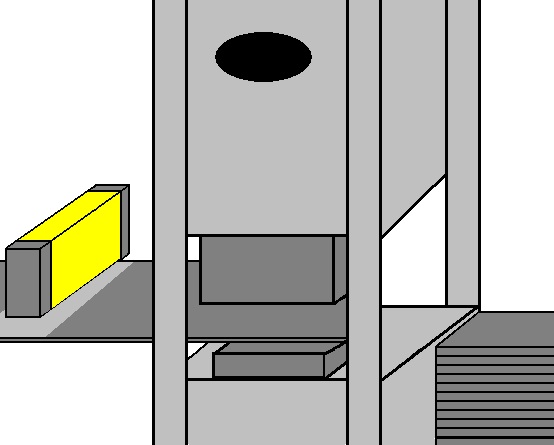
[ 문제점 ] 조리개 프레스 히케 대책 좋은 것이 없었다. [ 개선의 포인트 ] 할로겐 라인 히터로 예열했다. 5 초 최고 온도까지 승온하기 때문에 시작부터 대책 수 있었다. 지금까지 두 30 분 걸려 있던 유휴 시간은 제로가되었다. 또한 전기 ...
Read More »
[ 문제점 ] 금형의 온도 드리프트 마무리 정밀도가 변화 무력했다. [ 개선의 포인트 ] 할로겐 라인 히터에 금형을 예열했다. 5 초 최고 온도까지 승온하기 때문에, 조정에서 온도 관리가 가능했다. 지금까지 두 30 분 걸려 있던 유휴 시간은 제로가되었다. 또한 ...
Read More »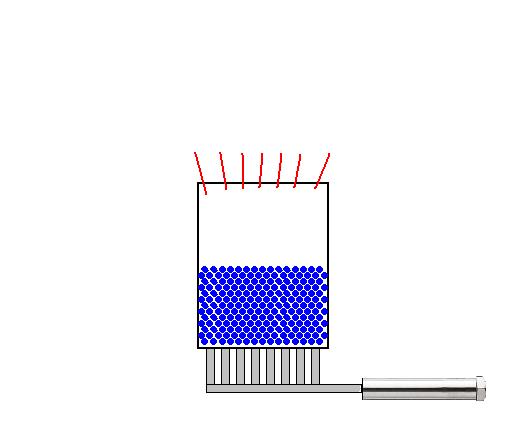
[ 문제점 ] 산업용 도라이아를 사용했다 수지에 맞춘 세세한 온도 관리 못하고 무력했다. [ 개선의 포인트 ] 열풍 히터의 대용량 타입으로 가열 건조했다. 충분한 제습하면 적절한 예열로 사출 성형의 품위가 올랐다.
Read More »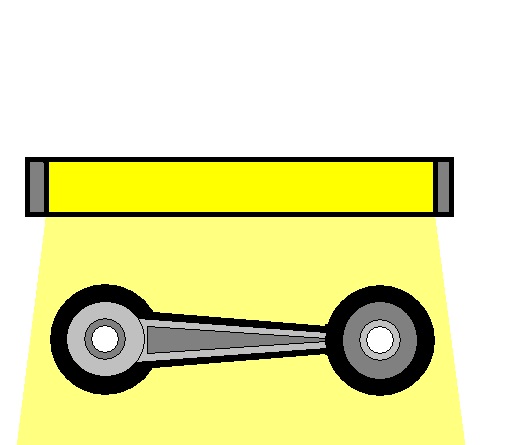
[ 문제점 ] 소둔 온도 관리가 어려웠다. [ 개선의 포인트 ] 할로겐 라인 히터 주물 피부를 가열했다. 5 초 최고 온도까지 승온하기 때문에 주물의 온도 저하를 방지할 수 있었다. 지금까지 두 30 분 걸려 있던 유휴 시간은 제로가되었다. 또한 ...
Read More »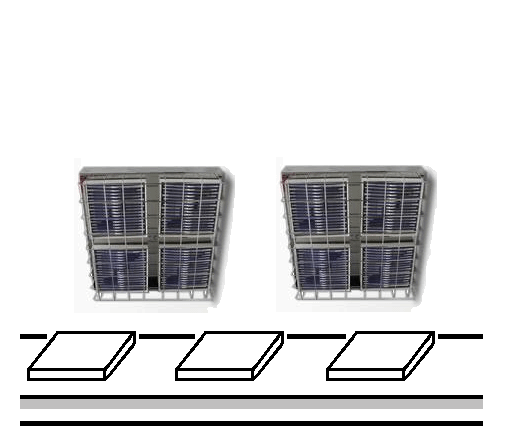
[ 문제점 ] 소둔 히터 좋은 방법이 없어 곤란했던 [ 개선의 포인트 ] 순간 온도 상승의 원적외선 히터 건조했다. 단시간에 히터가 온도 상승하므로 가동 시간이 증가했다. 돌발적인 인터럽트 작업에도 유연하게 대응할 수있게되었다.
Read More »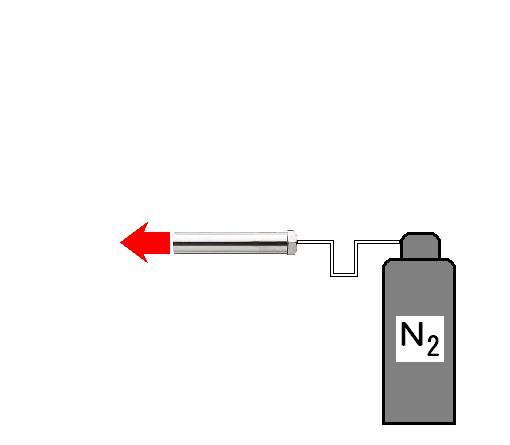
[ 문제점 ] 순도를 유지하면서 고온의 질소 가스를 만들 수 없었다 [ 개선의 포인트 ] 열풍 히터로 가열했다. 공기가 혼입하지 않고 고순도를 유지하면서 고온 가스를 만들 수 있었다
Read More »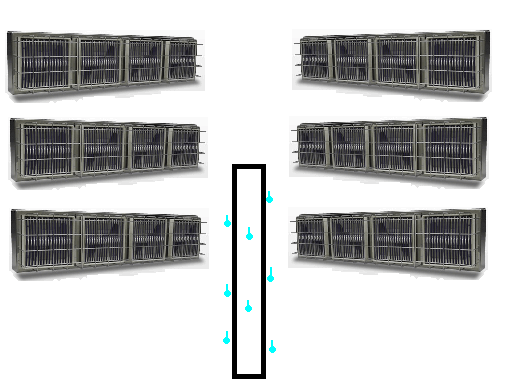
[ 문제점 ] 건조 부스 좋은 방법이 없어 곤란했던 [ 개선의 포인트 ] 순간 온도 상승의 원적외선 히터 건조했다. 단시간에 건조 부스가 승온하므로 가동 시간이 증가했다. 돌발적인 인터럽트 작업에도 유연하게 대응할 수있게되었다.
Read More »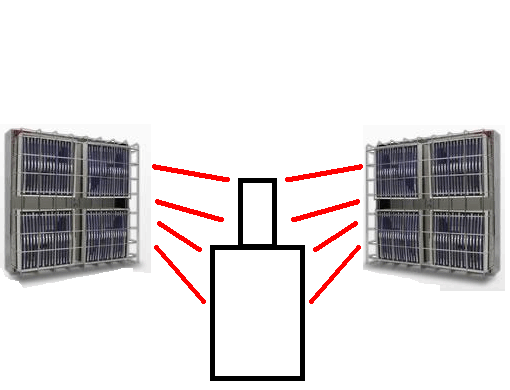
[ 문제점 ] 에폭시 수지 경화에 좋은 방법이 없어 곤란했던 [ 개선의 포인트 ] 순간 온도 상승의 원적외선 히터 경화했다. 단시간에 경화하기 때문에, 가동 시간이 늘었다. 돌발적인 인터럽트 작업에도 유연하게 대응할 수있게되었다.
Read More »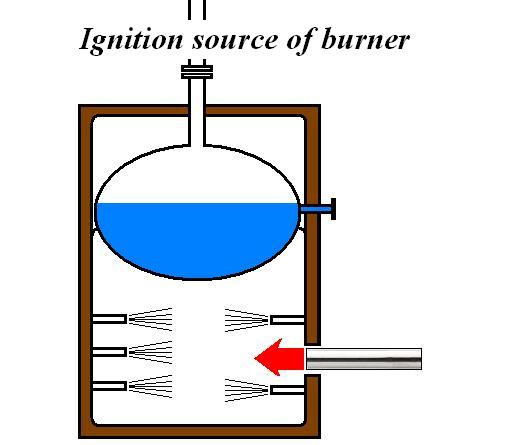
[ 문제점 ] 소형의 점화원이 없어 곤란했다. [ 개선의 포인트 ] 열풍 히터에서 스포트 가열하고 점화했다.
Read More »
[ 문제점 ] 잠깐 한 찰과상이 클레임하게 무력했다 [ 개선의 포인트 ] 열풍 히터에서 가볍게 가열하여 표면의 광택을 되찾았다. 깨끗한 공기를 사양하고 맛있는 향기를 지켰다.
Read More »
[ 문제점 ] 수지 성형품의 흠집 제거 방법이 없어 곤란했던 [ 개선의 포인트 ] 열풍 히터에서 가볍게 열풍을 맞히는 것만으로 쉽게 상처가 사라졌다 수율이 크게 올라 이익이 늘었다
Read More »
[ 문제점 ] 무산소로 용접하는 좋은 방법이 없어 곤란했던 [ 개선의 포인트 ] 소 스폿의 할로겐 스포트 히터 수지 용접했다. 질소 분위기에서 쉽게 용접했다. 접합 품위가 향상되었다.
Read More »
[ 문제점 ] 에 금형을 관통 폴리머 필름이 가열있는 히터가 없었다 [ 개선의 포인트 ] 할로겐 스포트 히터를 사용하여 스포트 타입이므로, 위의 형식을 통과 노린 위치를 핀 포인트로 가열 하였다. 또한 단시간에 승온하기 때문에 생산 택트 타임이 올랐다.
Read More »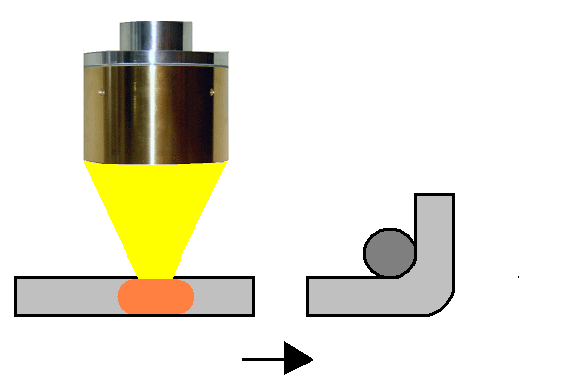
[ 문제점 ] 균열이 발생 무력했다 [ 개선의 포인트 ] 할로겐 포인트 히터로 예열했다. 적정 온도로 가열하기 때문에, 표면 장력이 제거되고 균열이 없어졌다.
Read More »
[ 문제점 ] 용접 후 냉각수를 날린다 블로어를 설치할 공간이 없어 곤란했던 [ 개선의 포인트 ] 열풍 히터 고온 건조했다. 물방울이 남김없이 깨끗이 건조 할 수 있었다.
Read More »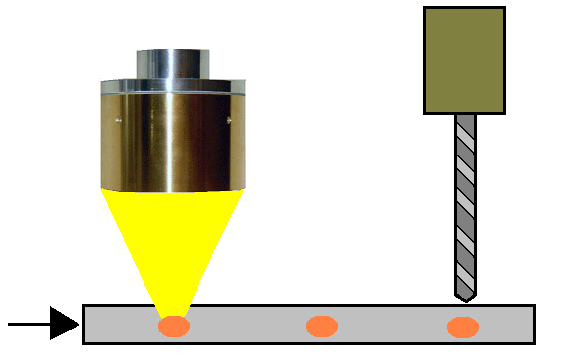
[ 문제점 ] 구멍 균열이 발생 무력했다 [ 개선의 포인트 ] 할로겐 포인트 히터로 예열했다. 적정 온도로 가열하기 때문에, 표면 장력이 제거되고 균열이 없어졌다.
Read More »