INDEX
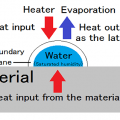
在一般情況下”乾燥”有3種乾燥工作。
是表面附著水的乾燥和塗料的乾燥和素材的内部乾燥。
因為到前項,說明内部乾燥了所以由這項項說明塗膜乾燥。
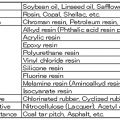
3-8-1.固定非揮發性溶質形成表面膜
在進行乾燥塗膜時,水分從内部移動到表面,
水分中的非揮發性溶質被和乾燥一起表面濃縮,從而導致塗膜内部的成分偏析。
在這種情況下,如果已知水分和溶質的擴散係數,則可以通過求解乾燥的基本方程來獲得組成分佈。
在内部被關起來的水分變得不根據非揮發性溶質的固定化會蒸發,發生某種的滲透 (osmosis)状態。
由於非揮發性溶質在減率乾燥期間是固定的,因此有一種方法可以通過降低乾燥温度和延長定率乾燥期間來降低限界含水率來防止這種情況。

3-8-1-1.水溶性塗料的乾燥条件
水溶性塗料的理想的塗裝條件被認為是室温20-25℃,濕度40-60RH%。
高固體溶劑型底漆,高固體透明面漆,水性底漆,
這樣的溶劑底漆的理想的塗裝條件被認為是室温15-25℃,濕度30-50RH%。
溶劑型透明面漆的理想的塗裝條件被認為是室温20~25℃,濕度30~50RH%。
汽車用水性底漆的組成比較例
| 水 | 66% |
|---|---|
| 溶劑 | 12% |
| 基材 | 22% |
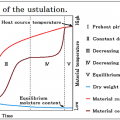
<< 乳化水性塗料的乾燥變化 >>

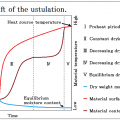
3-8-1-1.烤漆乾燥條件
是能到短時間(20-40分)進行塗料的乾燥的塗裝方法。
加熱時,在塗膜中發生聚合反應,完成緻密的塗膜。
經過烘烤和乾燥指定時間後的塗膜變成可以立即使用和設計的堅韌塗膜。
在温度和時間不夠的話,則塗膜將極度劣化。
在温度或時間過長或過高話,則會出現泛黃或低光澤的現象。
| 材質 | 型 | 加熱温度 | 加熱時間 | |
|---|---|---|---|---|
| 三聚氰胺 | 溶剤型 | 110~160℃ | 20~30分 | |
| 亞克力 | 溶剤型 | 140~180℃ | ||
| 氨基甲酸酯 | 溶剤型 | 120~140℃ | ||
| 氟 | 溶剤型 | 160~180℃ | ||
| 矽 | 溶剤型 | 60~80℃ | ||
| 環氧膠 | 紛体型 | 130~180℃ | ||
| 滌綸 | 紛体型 | 60~80℃ | ||
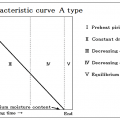
3-8-2.塗膜的表面平滑性
溶劑的表面張力是乾燥的全期大致一定。
起因於塗料的屈服點應力的壓縮力和乾燥的前進成比例,增大。
在定率乾燥期間,塗料收縮,但是表面張力被保持,表面是平滑度。
在限度水分含量,表面張力和壓縮力變得相等。
進入減率乾燥期間因為屈服點應力變得比表面張力大的話所以塗膜表面被壓縮,表面開始粗糙。

3-8-3.材料的熱膨張
一些固体的线性热膨胀系数α
| 材料 | 熱膨脹係數 10-6/K @ 20 °C |
|---|---|
| 鋁 | 23.2 |
| 純鋁 | 23 |
| 銻 | 10.5 |
| 芳綸 | -4.1 |
| ─ | 12.3 |
| 水泥 | 6~14 |
| 鉛 | 29.3 |
| 鎘 | 41 |
| 鉻 | 6.2 |
| 鑽石 | 1.3 |
| 冰,0°C | 51 |
| 鐵 | 12.2 |
| 鍺 | 6 |
| 玻璃(窗玻璃) | 7.6 |
| 玻璃(工業玻璃) | 4.5 |
| 玻璃(普通) | 7.1 |
| 派熱克斯玻璃 | 3.25 |
| 玻璃(Quarzglas) | 0.5 |
| 玻璃陶瓷(Zerodur) | 0.1 |
| 金 | 14.2 |
| 皮革 | 3 |
| 石墨 | 2 |
| 灰鑄鐵 | 9 |
| 木頭,艾奇 | 8 |
| 不變鋼 | 1.7-2.0 |
| 銥 | 6.5 |
| 食鹽 | 40 |
| 碳纖維(位於呂宋洞的HM 35) | -0.5 |
| 康銅 | 15.2 |
| 科瓦爾 | ~ 5 |
| 銅 | 16.5 |
| 鎂 | 26 |
| 錳 | 23 |
| 磚 | 5 |
| 黃銅 | 18.4 |
| 鉬 | 5.2 |
| 新銀 | 18 |
| 鎳 | 13 |
| 鉑金 | 9 |
| 尼龍 | 120 |
| 聚甲基丙烯酸甲酯(PMMA) | 85 |
| 聚氯乙烯(PVC) | 80 |
| 瓷器 | 3 |
| 銀 | 19.5 |
| 錫 | 22 |
| 鋼 | 13 |
| 不銹鋼 | 14.4-16.0 |
| 鈦 | 10.8 |
| 鉍 | 14 |
| 鎢 | 4.5 |
| 鋅 | 36 |
| 矽 | 2.5 |
線脹係數是指固態物質當温度改變攝氏度1度時,其長度的變化和它在0℃時的長度的比值。各物體的線脹係數不同,一般金屬的線脹係數約為10 − 6 {\displaystyle 10^{-6}} 10^{{-6}}℃
大多數情況之下,此係數為正值。也就是說温度升高體積擴大。但是也有例外,當水在0到4攝氏度之間,會出現反膨脹。而一些陶瓷材料在温度升高情況下,幾乎不發生幾何特性變化,其熱膨脹係數接近0。
比方說SUS410針對長度是100萬份的10.4。
假如素材是1m(1000m)的話,温度變化的話10.4μmm 1度變化。
在塗了丙烯派的印刷的時候,加熱到常温從20℃到180℃的話,
如果在温度T處的長度為L(T),並且熱膨脹係數為α,
L(T0+ΔT) = L(T0)(1+αΔT)
成為關係。
在180℃的情況下,與20℃相差160℃
L(180) = L(20)*(1+160×10.4×10^-6)=1.001664 L(0)
成為關係。
1m的SUS410,1.664mm膨脹。
在相同條件下,1m鋁A1050膨脹23.5mm。
將SUS410和A1050粘合在一起時,特別是用鉚釘,螺釘等固定鋼以加固鋁的產品
烤漆可能會導致加工缺陷,例如鋁鉚釘和螺釘彎曲,以及支點,鉚釘和螺釘彈起。
必須通過其他方法使安裝孔為“長孔”或併入“浮雕”和“遊隙”。