
[ 문제점 ] 펄스 신호와 동기화되는 히터를 찾고 있었다. [ 개선의 포인트 ] 인가하는 주파수를 변화시킴으로써, 발열 개소의 영역을 한정할 수 있었다. 저사이클 인가에서는 큰 온도 변화가 되어 큰 영역이 보였다. 고 사이클 인가에서는 작은 영역으로 한정할 수 있었다. 그리고,인가하는 ...
Read More »제 59 호 록인 적외선 발열 분석 – 록인 서모그래피 방법
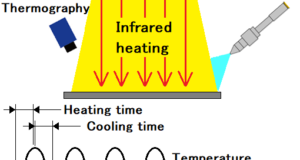
[ 문제점 ] 펄스 신호와 동기화되는 히터를 찾고 있었다. [ 개선의 포인트 ] 인가하는 주파수를 변화시킴으로써, 발열 개소의 영역을 한정할 수 있었다. 저사이클 인가에서는 큰 온도 변화가 되어 큰 영역이 보였다. 고 사이클 인가에서는 작은 영역으로 한정할 수 있었다. 그리고,인가하는 ...
Read More »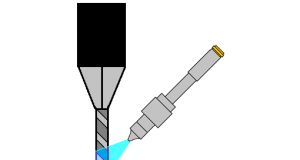
《문제점》 마찰열을 위해 훈련에 수지가 융착되어 무력했다. 《⇒개선의 포인트》 냉풍 쿨러를 사용했다. 수지가 부착하지 않기 때문에 MTBF가 향상되었다.
Read More »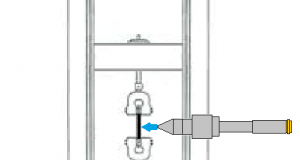
《문제점》 시료을 핀포인트로 저온에 좋은 장비가 없었다. 《⇒개선의 포인트》 냉풍 쿨러를 사용했다. 니들 노즐로 핀 포인트 냉각이 가능하게되었다. 냉풍 쿨러 컨트롤러에서 설정 온도를 저장할 수 있기 때문에 실험의 정확도가 높아졌다.
Read More »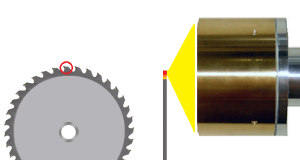
[ 문제점 ] 팁 소의 팁을 간단하게 1000℃로 하는 방법이 없었다. [ 개선의 포인트 ] 할로겐 포인트 히터를 사용하고 고온 가열했다. 전기 설비만으로 가공할 수 있는 것이어 공장의 레이아웃 변경도 기동적으로 할 수 있게 되었다.
Read More »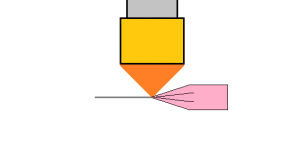
[ 문제점 ] 수지를 핀 포인트 가열 할 수있는 원적외선의 소형 히터가 없었다. [ 개선의 포인트 ] 원적외선 포인트 히터 FPH-30을 사용하여 가열 하였다. 수지의 용착이 부드럽게 잘되었다.
Read More »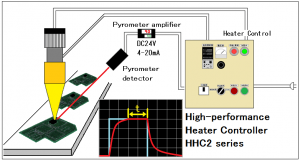
[ 문제점 ] 오버 슈트가없는 안정된 온도에서 일정 시간 양생이 필요했다. [ 개선의 포인트 ] 고기능 히터 콘트롤러 HHC2의 보온 시간 시간 제어 기능을 사용하고, 1초 조각으로 가열 시간을 시험했다. 수지는 오버 슈트에 약하기 때문에 오버 슈트 제로 기능을 사용했다. ...
Read More »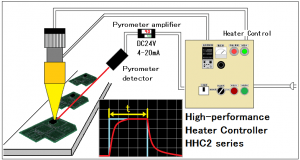
[ 문제점 ] 택트 타임 안에서 가열할 수 있을지, 조건 내밀기가 필요했다. [ 개선의 포인트 ] 고기능 히터 콘트롤러 HHC2의 가열 시간 제어 기능을 사용하고, 1초 조각으로 가열 시간을 시험했다. 수지는 오버 슈트에 약하기 때문에 오버 슈트 제로 기능을 사용했다. ...
Read More »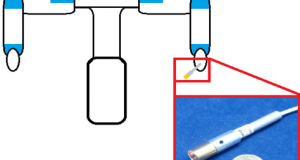
[ 문제점 ] 이중 팔 로봇에 탑재 할 수있는 소형 히터가 없었다. [ 개선의 포인트 ] 초소형 할로겐 포인트 히터 HPH-12을 사용하여 가열 하였다. 길이 95mm 손가락 크기 때문에 핸들링이 편 해졌다.
Read More »
[ 문제점 ] 실러의 건조 시간을 단축 할 필요가 있었다. [ 개선의 포인트 ] 선 집광 형 할로겐 라인 히터를 사용했다. 선 집광 형이므로 실러 도포 위치에 맞게 정확하게 가열 할 수 있고, 건조 시간을 단축 할 수 있었다. 라인의 ...
Read More »
[ 문제점 ] 물 건조 시간을 단축 할 필요가 있었다. [ 개선의 포인트 ] 평행 광 형 할로겐 라인 히터를 사용했다. 광 가열이므로, 비접촉 가열 수 건조 시간을 단축 할 수 있었다. 라인의 택트 타임 단축에 성공했다.
Read More »
[ 문제점 ] 가스 번갈아서 열원이 없었다. [ 개선의 포인트 ] 할로겐 포인트 히터를 사용하여 붕규산 유리 관을 용해했다. 전기 설비만으로 유리관 가공 공정을 구성했다. 또한, 소방서의 행정지도를 채웠다.
Read More »
[ 문제점 ] 온라인으로 사용할 수 있는 가열 기기가 필요했다. [ 개선의 포인트 ] 열풍 히터를 사용해 수축 끼워맞춤 했다. 라인의 첫 시작이 빨리 되었다. 불을 사용하지 않기 때문에 설치가 간단했다.
Read More »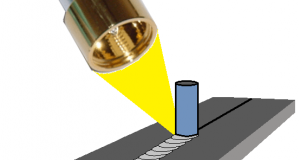
[ 문제점 ] 강판을 핀 포인트로 고온으로 하는 가열 방법이 없었다. [ 개선의 포인트 ] 할로겐 포인트 히터를 사용해 보조 가열했다. 핀 포인트에서 고온으로 가열 할 수 있으므로, 접합 시간이 짧아졌다. 소형이므로 장비의 설치가 자유롭게 할 수 있었다.
Read More »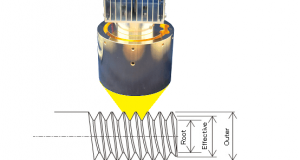
[ 문제점 ] 정밀 부품의 접동 가열에 의한 변형 테스트를 할 수 없었다. [ 개선의 포인트 ] 할로겐 포인트 히터를 사용하여 정밀 부품을 고온 가열했다. 핀 포인트에서 고온으로 가열 할 수 있으므로, 고온 환경에서의 동적 특성을 측정 할 수 있었다. ...
Read More »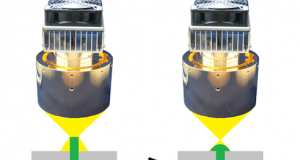
[ 문제점 ] 펀치에 수지가 부착 가공 불량의 원인이되고 있었다. [ 개선의 포인트 ] 할로겐 포인트 히터를 사용하여 수지 보스를 가열했다. 펀치를 사용하지 않는 공법이므로 문제가 해소했다. 섬유를 분리하지 않고 돔을 형성하기 때문에 기계적 강도가 향상되었다. 또한, 작업도 가볍게 가열되므로 ...
Read More »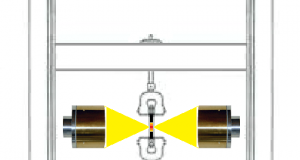
[ 문제점 ] 비자 성체를 고온으로 가열 할 수있는 장치가 필요했다. [ 개선의 포인트 ] 단시간에 고온 가열 할 수있는 할로겐 포인트 히터를 사용했다.작고 에너지 효율적인 가열 프로세스가 실현 될 수 있었다.
Read More »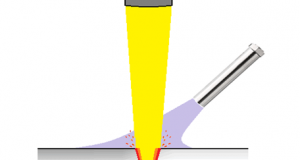
[ 문제점 ] 용접면의 산화막이 궁금했다. [ 개선의 포인트 ] 열풍 히터를 사용하여 차폐 가스를 고온 가열했다.금속을 두껍게해도 용접이 잘했습니다.
Read More »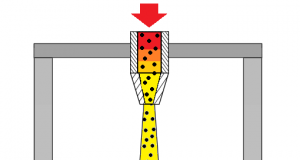
[ 문제점 ] 금속 박막을 두껍게하기 위해 고온 열풍이 필요했다. [ 개선의 포인트 ] 열풍 히터를 사용하여 고온 상태에서 샷 피닝 가공했다.금속 박막을 두껍게하여도 접합이 잘했습니다.
Read More »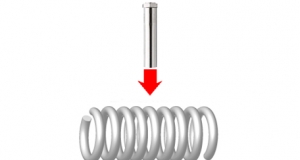
[ 문제점 ] 스프링의 온도를 바꾸면서 성능 평가를 할 수 없었다. [ 개선의 포인트 ] 열풍 히터에서 상온에서 850 ℃까지 가열 하였다.지금까지 할 수 없었던 어떤 온도에서의 성능 평가를 할 수있게되었다.
Read More »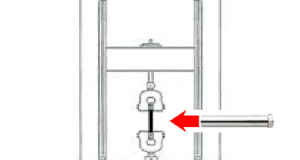
[ 문제점 ] 시험편의 온도를 바꾸면서 성능 평가를 할 수 없었다. [ 개선의 포인트 ] 열풍 히터에서 상온에서 850 ℃까지 가열 하였다.지금까지 할 수 없었던 어떤 온도에서의 성능 평가를 할 수있게되었다.
Read More »
[ 문제점 ] 그리스의 온도를 관리하면서 성능 평가를 할 수 없었다. [ 개선의 포인트 ] 열풍 히터에서 상온에서 550 ℃까지 가열 하였다.지금까지 할 수 없었던 어떤 온도에서의 성능 평가를 할 수있게되었다.
Read More »
[ 문제점 ] 겨울이되면, 밀봉이 마르지 않고 곤란 해하고 있었다. [ 개선의 포인트 ] 할로겐 포인트 히터로 가열 건조했다.쉽게 건조했다.
Read More »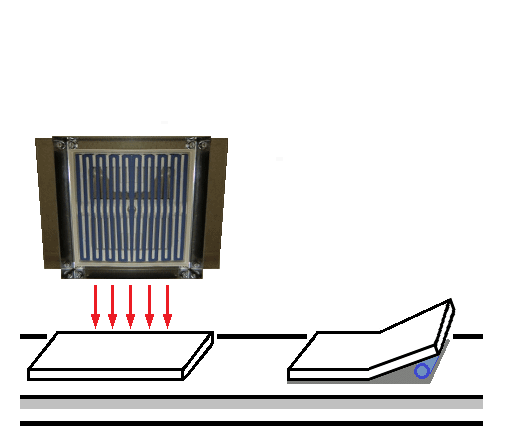
[ 문제점 ] 겨울 영하에 가까운 온도에서는 고무가 건조하지 않고 곤란 해하고 있었다. [ 개선의 포인트 ] 순간 가열 원적외선 히터로 가열했다.상승 시간이 빠르기 때문에 공회전 시간이 제로가 택트 타임 로스도 상관 없다.가열 면적이 넓기 때문에 전체를 균일하게 가열 건조 ...
Read More »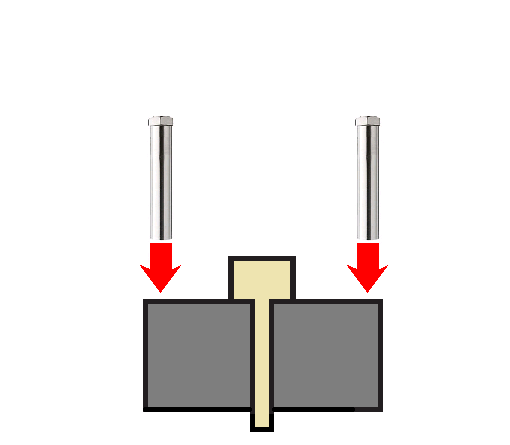
[ 문제점 ] 온도 관리가 정확하게있다 비접촉 히터가 없었다. [ 개선의 포인트 ] 열풍 히터로 가열했다.정확하게 온도 관리 된 열풍으로 작업 할 수 생산 효율이 올랐다.
Read More »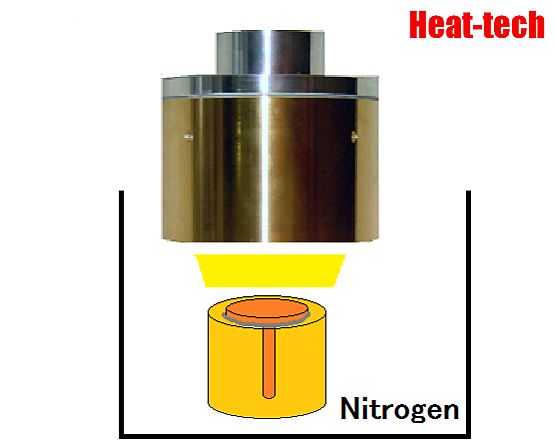
[ 문제점 ] 무산소 납땜하는 좋은 방법이 없어서 곤란 해하고 있던. [ 개선의 포인트 ] 소형 할로겐 포인트 히터에 브레이징했다.접합 품위가 향상되었다.
Read More »