INDEX
- 제어
- 좋은 제어
- 피드백 (Feedback = 귀환) 제어
- 프로그램 제어
- PID 제어
- 제어주기
- 시분할 비례 동작
- 동작 틈새
- 안일 시간 (dead time)
- 빠른 반응성 (Responsibility)
- 상승
- 오버 슈트 (Overshoot)
- 외란 (disturbance)
- 사이클링 (Cycling)
- 헌팅
- 정상 상태 (Well-balanced state)
- 안정성 (Stability)
- 오프셋 (Offset) 정상 편차
- 열용량
- 히터 용량
- SP : 설정 값의 약어
- PV : 현재 값의 약어
- e : 편차 목표치 SV와 현재가 PV의 차이
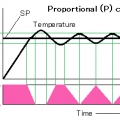
- P : 비례 폭 또는 비례 제어
- I : 적분 시간 또는 적분 제어
- D : 미분 시간 또는 미분 동작
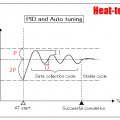
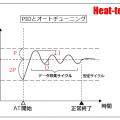
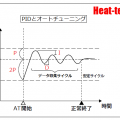
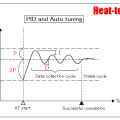
- AT : 오토 튜닝의 약어

제어
영어 control의 이유입니다. control의 어원은 라틴어의 contrarotulare에서 contra는 “대해”rotulare은 “두루마리”라는 뜻입니다. 이것들을 조합하면 control은 “두루마리에 기재된 권위 (기준)에 비추어 차이가 있으면 수정한다 ‘는 점에서 수 있습니다.
JIS 용어로, 제어는 “목적에 적합하도록 대상이되고있는 것에 소요 작업을 추가”로 정의되어 있습니다.
좋은 제어
좋은 제어는 변동이 적은 날 뛰지 제어합니다.
1. 과도 상태가 적은 = 빠른 반응성이 좋은 오버 슈트 ~ 헌팅이 적은
2. 정상 상태로 빠르게 마이그레이션 = 안정성이 좋은
3. 정상 편차 (Offset)이없는
3 가지 특징이 있습니다.
피드백 (Feedback = 귀환) 제어
조작 한 효과를 측정하고 다음은 어떻게해야 하는가? 생각 제어하는 방법
프로그램 제어
프로그램에 정해진 시간마다 설정 값을 변화시키는 제어
PID 제어
현재 값 (PV)과 설정 값 (SP)의 편차에 비례 한 출력을내는 비례 동작 (Proportional Action : P 동작)과,
그 편차의 적분에 비례하는 출력을내는 적분 동작 (Integral Action : I 동작)과,
편차의 미분에 비례 한 출력을내는 미분 동작 (Derivative Action : D 동작)의 합을 출력하는 제어 방법
제어주기
미리 설정 한 시간주기에 따라 일정 시간 ON하고 남은 시간은 OFF를 반복하는 방법으로 실시합니다. 이 미리 설정된 시간주기를 제어주기라고합니다. 10 ~ 0.5 초 정도까지 자유롭게 설정할 수있는 것이 많습니다.
시분할 비례 동작
제어주기에 따라 일정 시간 ON하고 남은 시간은 OFF를 반복하는 방법
SSR 제어합니다
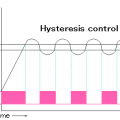
동작 틈새
①ON-0FF 동작의 틈새 것.
히터를 일시적으로 해제 한 후 다시 ON까지
히스테리시스 (Hysteresis)라고도합니다
② 설정 한 온도에서 OFF 온도와 다시 온도가 내려 ON하는 온도의 차이
차동 (differential)라고도합니다
안일 시간 (dead time)
가열 작업이 시간 만 늦게 전해지
안일 시간은 작업을 추가 점과 발견 지점이 어느 정도 떨어져있는 것 같은 경우에 나타납니다.
안일 시간이 클수록 제어 결과는 헌팅이나 오버 – 슈팅을 일으키기 쉽고, 온도 제어가 가능한 한 낭비 시간을 줄일 필요가 있습니다.
빠른 반응성 (Responsibility)
제어 시작했을 때, 또는 목표 값을 바꿀 때, 얼마나 빨리 응답하거나
상승
초기 상태로 실온에서 설정 온도로 가열되는 것을
오버 슈트 (Overshoot)
시작시 온도가 설정 값을 초과 현상
외란 (disturbance)
안정적인 상태에있는 것을 어지럽히려는 밖에서 일
사이클링 (Cycling)
설정 값 부근에서 소폭 변동을 계속한다.
온도의 변화는 일반적으로 선호되지 않습니다. 전력 및 연료의 낭비이며, 시간 낭비도 있습니다.
또한 가열 대상물이 일시적으로 설정보다 고온이되어 버리는 것으로 가열 대상물이 안 될 수도 있습니다.
하지만 허용 범위 안에 있으면 소폭의 사이클링은 정상 상태입니다.
헌팅
사이클링도 허용 범위를 초과 크게 변동을 계속 제어에 바람직하지 않은 것
정상 상태 (Well-balanced state)
오버 슈트 → 헌팅 상태 (과도 상태)가 안정되어 안정된 상태
안정성 (Stability)
과도 상태에서 정상 상태로 전환하여 안정 상태에 들어갈 수
오프셋 (Offset) 정상 편차
조작량이 너무 작아 제어되는 측이 반응하지 않고 남게되었다 편차.
① 설정 값에 안정적으로 어긋나는 것.
② 비례 동작은 제어 대상의 열용량, 히터 용량에 따라 안정 상태에 도달하더라도 일정한 오차를 일으 킵니다. 이 오차 값의 수.
이 조건이 수정 될 때 “오프셋이 메워 (설정 값에 도달)”라고 말해됩니다.
열용량
가열 대상물이 필요로하는 열적인 크기
히터 용량
히터의 가열 힘
SP : 설정 값의 약어
PV : 현재 값의 약어
e : 편차 목표치 SV와 현재가 PV의 차이
P : 비례 폭 또는 비례 제어
I : 적분 시간 또는 적분 제어
D : 미분 시간 또는 미분 동작
AT : 오토 튜닝의 약어