제어")
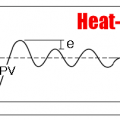
ON-OFF 제어 가열 출력 (조작량)가 0 % 또는 100 % 가지 상태에서 감지 및 반응 지연의 영향으로 제어 결과가 오버 슈트하여 자전거를 반복합니다.
ON-OFF 제어에서 사이클링이 불가피한은 0 %와 100 %의 2 값 동작을하기 때문입니다.
그래서 ON-OFF 제어의 사이클링 현상을 개선하는 방법으로 조작 변수의 값을 더 많이 걸립니다. 이 다치 제어라고합니다.
다치 제어 값의 수를 많이할수록 제어는 더 부드러워 질 겁니다.
그리고 그 극한이 조작 변수의 값을 연속적으로 변화시키는 것입니다.
조작 변수의 값을 편차에 비례하여 변화시킵니다
조작량을 0 %와 100 %의 두 상태뿐만 아니라 비례의 범위 내의 온도 변화에 따라 목표치에 가까워지면 조작량을 줄여 온도의 급격한 변화를 억제합니다.
0 ~ 100 % 사이를 연속적으로 변화시키는 생각한 것이 비례 제어합니다.
이 방법을 도입함으로써 이동 통제 대상에서도 안정된 제어 결과를 얻을 수있었습니다.
비례은 그림에서 알 수 있듯이 조작량을 0에서 100 %로 단계적으로 변화시키는 데 필요한 제어량 (온도 나 압력 등)의 변화 폭을 말합니다.
예를 들어, 설정 값 100℃ 비례 폭 ± 10 %하면 90 ℃~110℃가 비례합니다.
0~90℃→100%ON
91℃→95%0N-5%OFF
92℃→90%0N-10%OFF
93℃→85%0N-15%OFF
94℃→80%0N-20%OFF
95℃→75%0N-25%OFF
96℃→70%0N-30%OFF
97℃→65%0N-35%OFF
98℃→60%0N-40%OFF
99℃→55%0N-45%OFF
100℃→50%0N-50%OFF
101℃→45%0N-55%OFF
102℃→40%0N-60%OFF
103℃→35%0N-65%OFF
104℃→30%0N-70%OFF
105℃→25%0N-75%OFF
106℃→20%0N-80%OFF
107℃→15%0N-75%OFF
108℃→10%0N-90%OFF
109℃→5%0N-95%OFF
110℃→100%OFF
(설정 값 100℃로 ON-OFF 비율이 50:50가되는 것은 그렇게 설계된 장비로, 게다가 설계 의도가 실현 된 좋은 장치입니다.이 장치에서 설정 값이 150℃가 될 수 하면, ON-OFF 비율은 달라집니다.)
비례 대를 좁게 설정하면 제어량의 작은 변화에도 조작량이 크게 변화 해 버립니다. 따라서 조작량의 감도는 향상되지만 제어 결과의 안정성이 떨어진다는 것, 비례 대를 극단적으로 좁게하면 ON-OFF 제어와 같은 제어 결과입니다. 그것과는 반대로 비례 대를 넓게하면 제어량의 변화에 대해 조작량의 비율은 줄어 듭니다. 따라서 조작량의 감도는 떨어지지 만 제어 결과의 안정성은 높아집니다. 따라서 최적 제어를하기 위해서는 비례 대역의 폭을 조정하는 것이 중요합니다.
예를 들어, 제품 정밀도가 ± 10℃라고하면, 설정 값을 100℃에서 200℃로 변경 한 경우 비례가 ± 10 %라고하면, 100℃ 일 때는 ± 10℃이지만, 200℃가되면 ± 20℃ 입니다. 정확한 설정 값은 ± 5 % ± 10℃로 다시 설정해야합니다.
자주 사용되는 제어 방법으로 ON-OFF 제어와 비례 제어 다루었습니다.
두 제어 방법을 사용하는지는 요구 제어 결과의 안정성에 따라 구분별로 제어 결과의 안정성을 추구하지 않는 경우는 ON-OFF 제어를보다 안정된 제어 결과를 요구하는 경우는 비례 제어를 사용할 수 이 일반적입니다.
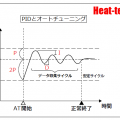
비례 제어는 정상시의 사이클링은 없어집니다 만, 침착 한 후, 편차가 남아 있습니다.
이 정상적인 편차를 오프셋이라고합니다.
비례 제어는 오프셋은 피할 수없는 현상입니다.
오프셋 값은 제어 대상에 따라 달라집니다.
오프셋 값이 작고, 허용 범위 내이면, 비례 제어는 실제됩니다.
자원 절약 · 에너지 절약 및 품질의 균일 · 향상 화를위한 안정되어있는 가동 조건이 요구되고 있기 때문에 대부분의 장비와 공장에서 비례 제어가 사용되고 있습니다.