

[ 문제점 ] 열융착 공정의 택트 타임 단축이 과제였다. [ 개선의 포인트 ] 할로겐 양면 히터로 가열하였다. 적외선광을 사용하여 비접촉으로 가열 용융시키기 때문에 인라인 공정 설계가 가능했다.
Read More »제11호 비접촉 열판에 의한 택트 타임의 단축
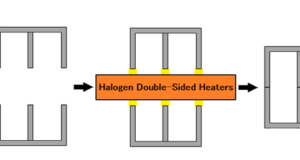
[ 문제점 ] 열융착 공정의 택트 타임 단축이 과제였다. [ 개선의 포인트 ] 할로겐 양면 히터로 가열하였다. 적외선광을 사용하여 비접촉으로 가열 용융시키기 때문에 인라인 공정 설계가 가능했다.
Read More »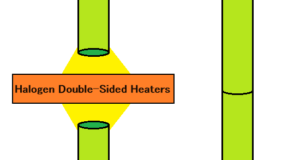
[ 문제점 ] 용접부의 비드를 작게 하고 싶었다. [ 개선의 포인트 ] 할로겐 양면 히터로 가열하였다. 비접촉 가열이므로 실 끌기나 버의 발생이 없어졌다.
Read More »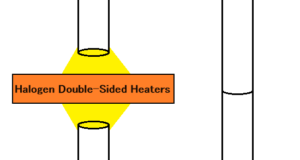
[ 문제점 ] 용접부의 비드를 작게 하고 싶었다. [ 개선의 포인트 ] 할로겐 양면 히터로 가열하였다. 비접촉 가열이므로 실 끌기나 버의 발생이 없어졌다. 또한, 접착제나 용제를 사용하지 않고, 열과 압력에 의해, 접합하기 때문에, 용착부로부터의 불순물 용출의 걱정도 없어졌다.
Read More »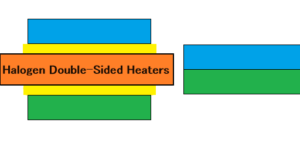
[ 문제점 ] 용착 부분에 실 끌기나 발리가 생겨 곤란하고 있었다. [ 개선의 포인트 ] 할로겐 양면 히터로 가열하였다. 비접촉 가열이므로 실 끌기나 버의 발생이 없어졌다.
Read More »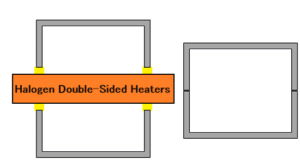
[ 문제점 ] 강도가 높은 용착이 필요했다. [ 개선의 포인트 ] 할로겐 양면 히터로 가열하였다. 적외선 광을 2개의 수지 파트의 용착부에 조사하여 수지를 가열 용융시키고, 충분히 용융한 후, 수지 부품을 가압하면서 냉각하여 접합하였다. 용착 강도도 모재 강도에 가까운 수준까지 가능하게 ...
Read More »
[ 문제점 ] 끼워넣어 설치할 수 있는 슬림한 히터를 찾고 있었다. [ 개선의 포인트 ] 할로겐 양면 히터로 가열하였다. 반죽의 접착면에 도포되어 있는 접착제가 활성화되어 접합의 품위가 향상되었다.
Read More »
[ 문제점 ] 접합 공정에서 2면을 동시에 가열하는 히터를 찾고 있었다. [ 개선의 포인트 ] 할로겐 양면 히터로 가열하였다. 할로겐 양면 히터의 도입에 의해, 히터 1대에서 2면의 가열을 할 수 있게 되어, 코스트를 삭감할 수 있었다.
Read More »
[ 문제점 ] 양면 동시에 가열할 수 있는 히터가 없었다. [ 개선의 포인트 ] 할로겐 양면 히터로 가열하였다. 같은 타이밍에 가열하기 때문에 품질이 향상되었다. 또한, 택트 타임을 단축할 수 있었다.
Read More »
[ 문제점 ] 금형 온도를 보다 안정시키기 위해서는, 성형 사이클의 개시 전에 금형 예열을 실시할 필요가 있었다. [ 개선의 포인트 ] 할로겐 양면 히터로 예열하였다. 승온 대기 시간을 단축할 수 있었다.
Read More »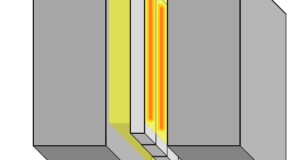
[ 문제점 ] 알루미늄액의 냉각이 너무 빠르고 유동성이 저하되기 때문에, 냉간 균열, 면화, 참깨 주조(덴드라이트), 탕경, 탕 주와 등의 문제가 일어나고 있었다. [ 개선의 포인트 ] 할로겐 양면 히터로 예열하였다. 예열은 주조 결함을 감소시켰다. 동시에 금형의 열충격을 완화하고 응력 변화를 ...
Read More »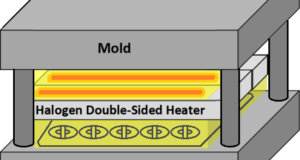
[ 문제점 ] 금형의 예열 방법을 가스 가열로부터 다른 가열 방법을 찾고 있었다. [ 개선의 포인트 ] 금속에 대하여 가열 효율이 좋은 근적외선 가열에 의해, 가스 가열로부터의 치환이 가능해졌다.
Read More »