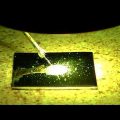
用鹵素點式加熱器進行釬焊
與熱風加熱器一樣,關於用鹵素燈加熱器進行釬焊加熱的信息並不常見,所以這是一個實驗,看看釬焊可以達到什麼程度。
鹵素燈點型加熱器概述
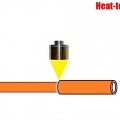
鹵素燈點型加熱器利用鹵素燈的電力作為紅外線。
加熱器使用冷凝鏡將紅外線集中到一個點或圓中,進行高溫加熱。
◎ 無需熱媒直接加熱,可通過玻璃或在真空中進行釬焊和样品加熱。
◎ 可以從室溫乾淨地加熱到高達1700℃的高溫。
◎ 約3秒內啟動。 由於節省了空轉時間,所以很經濟。
◎ 電壓可以在任何時候改變,使其適用於PID控制。
△ 熱量的吸收取決於被加熱物體的紅外吸收率、顏色和表面狀況而有所不同。
用熱風加熱器的釬焊程序
| 收貨檢查 | 確保它符合您的質量標準。 |
|---|---|
| 預處理 | 清除陽極氧化鋁塗層、鐵鏽、油污等。 |
| 助焊劑的應用 | 在基本金屬上塗抹助焊劑。當銅與銅之間用磷銅釬焊時不需要。 |
| 組件的組裝 | 釬焊將兩個或更多的部件連接起來。注意結之間的縫隙。 |
| 釬焊供應 | 對於放置釬焊,將釬料放在助焊劑的頂部 |
| 溫度控制 | 設定目標溫度 |
| 加熱啟動 | 安裝一個鹵素燈點型加熱器,以提高接頭周圍整個區域的溫度。 |
| 焊劑再液化 | 助焊劑蒸發後重新液化和釬蠟開始融化的溫度。 |
| 釬焊填料的熔化 | 釬焊開始熔化、擴散和接合。 |
| 冷卻 | 始終讓工件冷卻,因為它可能因加熱而軟化。 |
| 取出 | 拆卸工件時要注意不要燒傷自己,因為它可能還沒有充分冷卻。 |
| 後期處理 | 清除任何助焊劑的殘留物。 |
用鹵素點式加熱器對鋁進行釬焊
用鹵素燈點型加熱器釬焊鋁的注意事項與其他加熱方法幾乎相同。
鋁的熔點是660℃,對於金屬來說是比較低的,當過熱時,基體金屬(鋁)的熔點會達到超過釬焊溫度。
硬鋁釬料金屬的熔化溫度為580℃,因此釬料金屬和基體金屬之間的差異只有80℃。由於金屬很容易被氧化,將溫度控制在一個適當的水平是很重要的。
鹵素燈點型加熱器可以使用輻射溫度計或熱電偶連續控制溫度。
設置溫度以避免過熱,可以防止溫度上升到基本金屬鋁的熔點。
此外,由於鋁和鋁合金的表面會形成一層強烈的氧化膜,因此不可能使用與基體材料相同狀態的助焊劑。
如果在鋁和鋁合金的表面使用助焊劑而不去除氧化層,將無法去除,可能導致失敗。
因此,有必要在釬焊前去除表面的氧化膜和污垢。
釬焊後有兩種後處理:去除助焊劑殘留物和防腐處理,以增加釬焊部分的耐腐蝕性(鏽蝕)。
用於釬焊鋁的助焊劑具有明顯的腐蝕性,必須予以清除。
這種處理特別重要,因為助焊劑殘留物的不完全清除可能導致腐蝕,從而導致接頭破裂。
鋁的熱膨脹係數約為鋼的兩倍,導熱係數約為鋼的五倍,因此必須注意避免因加熱而產生的熱變形。
鋁的釬焊
用鹵素燈點型加熱器釬焊銅材
與其他金屬一樣,用鹵素點加熱器釬焊銅的主要預防措施是溫度控制。
加熱後,銅可能會軟化,冷卻過程很重要。
此外,當用磷銅進行銅對銅的釬焊時,不需要使用助焊劑,但使用助焊劑會提高釬焊的效果。
銅的釬焊
用鹵素燈點型加熱器釬焊不銹鋼
不銹鋼的熔點是一種合金,所以如果合金的成分發生變化,熔點也會發生變化。一般為1400-1500℃。
由於非導電膜的存在,不銹鋼的表面保持著耐腐蝕性(防銹性)。
但這種非導電膜在釬焊時必須用化學方法去除。
由於不銹鋼的導熱性低,它比其他金屬需要更長的時間來加熱基體材料。
而且容易出現局部加熱和過熱,所以必須注意。
過熱會使氧化鉻膜變厚,僅用助焊劑很難將其去除。
溫度控制對於避免過熱很重要。
不銹鋼釬焊
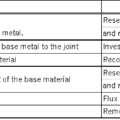
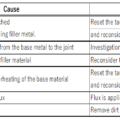
主要的釬焊故障