과 건조 속도")
단위 면적 (A) x 단위 시간 (s)의 수분 증발량 (em)를 정률 건조 속도 (Rc)라고 정의하고 있습니다.
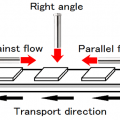
이 자료에 의존하지 않고 열풍의 온도 · 습도 · 속도에 의존하는 것을 의미합니다.
표면적과 건조 속도의 곱이므로 표면적을 크게하면 증발량이 증가하고 건조 속도가 빨라집니다.
표면적을 크게 잡으려면,
(1) 잘잘하게 깨뜨린다
(2)표면에 잔주름이나 헤어라인을 세워서 표면적을 확대한다
(3)재료를 연장하는
등의 방법이 있습니다.
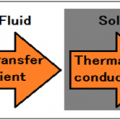
고체 표면과 유체 사이의 대류 열전달에 의해 수송되는 열량은 열전달 계수라고합니다.
건조 조건의 열전달 계수는 재료의 크기에 비례합니다.
또한 체적의 √2에 반비례합니다.
4-4-1.구형의 덩어리를 깨뜨려 직경을 반으로 8 분할하면
표면적 S
![]()
![]()
S : 표면적
π: 원주율
r : 반지름
원래 공은 r = 1. 따라서 4π
8 분할 된 직경이 절반 공은 r = 0.5 따라서 4πx0.5×0.5 = 4πx0.25 = 1π
그러나 8 개 있으므로 1πx = 8π
구형의 덩어리를 깨뜨려 직경을 반으로 8 분할하면 표면적은 2 배가됩니다.
열전달 계수 h
h ∝ √2V/1 ≒ 1.4배
h : 열전달 계수
V : 체적
즉, 구형의 덩어리를 깨뜨려 직경을 반으로 8 분할하면 표면적이 2 배에서 열전달 계수가 1.4 배이므로 약 2.8 배 건조 효율이 좋아집니다.
4-4-2.고체의 표면에 주름을 만들 때
45도 각도의 톱니 주름을 만들면 표면적은 √2 ≒ 1.4 배입니다.
따라서, 授風 면적이 1.4 배가 건조 효율도 1.4 배입니다.
건조 효율을 향상하려면 경면 마무리보다 헤어 라인 마무리가 유리합니다.
4-4-3.후판을 압연하여 두께를 1/3로하면
두께를 1/3로하면 표면적은 3 배가됩니다.
따라서, 授風 면적이 3 배가되면 건조 효율이 3 배입니다.
박판의 경우 열전달 계수도 개선되어 더욱 건조 효율이 좋아집니다.