

근적외선의 방사선 가열에는 할로겐 히터를 사용합니다. 약 3000℃의 발열체로부터 방사되는 전자파 중, 최대 파장은 근적외선의 영역의 약 1μm입니다. 최대 파장을 정점으로 볼록한 포물선을 그려 단파장에서 장파장까지 방사하고 있습니다. 원적외선의 방사선 가열에도 할로겐 히터의 사용이 가능합니다. 이는 할로겐 히터에도 원적외선 영역의 ...
Read More »5-4.근적외선 가열과 원적외선 가열의 구분
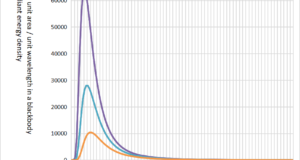
근적외선의 방사선 가열에는 할로겐 히터를 사용합니다. 약 3000℃의 발열체로부터 방사되는 전자파 중, 최대 파장은 근적외선의 영역의 약 1μm입니다. 최대 파장을 정점으로 볼록한 포물선을 그려 단파장에서 장파장까지 방사하고 있습니다. 원적외선의 방사선 가열에도 할로겐 히터의 사용이 가능합니다. 이는 할로겐 히터에도 원적외선 영역의 ...
Read More »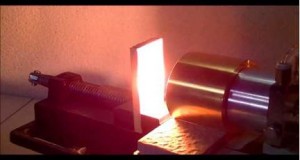
할로겐 포인트 히터에서 가문비 나무 가열하는 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »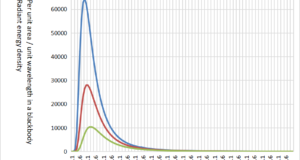
절대 온도가 0K(켈빈) 이상의 물체는 물체의 온도에 따른 파장을 전자파로서 방사합니다. 이 전자파를 받은 물체는 열을 받게 됩니다. 이 열의 이동을 열방사라고 합니다. 물체의 열방사는 표면온도나 표면상태에 따라 크게 변 열방사되는 에너지는 플랑크의 법칙과 같이 최대파장을 정점으로 위로 볼록한 포물선을 ...
Read More »
할로겐 포인트 히터에서 아연의 용해 하는 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »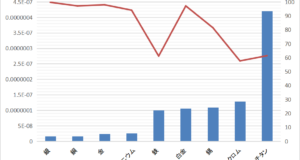
반사의 종류는 크게 나누면 두 가지가 있습니다. 경면 반사(정반사) 경면 반사(정반사)란, 광원으로부터 입사한 빛의 입사각과 반사각이 동일한 「반사의 법칙」이 성립되는 반사를 말합니다. 광택 금속의 경우 입사한 빛을 거의 반사합니다. 이것은 금속의 표면에 빛이 입사하면 자유전자가 가속되어 자유전자의 운동이 심해져 전류가 ...
Read More »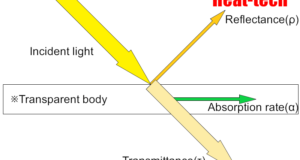
모든 물질은 매우 작은 입자로 구성되어 있습니다. 그 물질을 구성하는 분자는 온도에 따라 다른 분자 운동을 합니다. 분자는 일부 원자가 화학 결합에 의해 결합되어 있어 각도 고유의 진동수를 가지고 있습니다.보통 결합 진동의 주파수에 공명하는 빛은 분자 운동을 높이고 물질의 온도를 ...
Read More »
탄소 필라멘트의 발전 할로겐 램프는 백열 전구에서 발전했습니다. 초기 발열 전구의 필라멘트는 카본 필라멘트가 사용되고 있었습니다. 오스뮴이나 탄탈 등 금속의 필라멘트의 개발이 행해지고 있었습니다만, 가격이나 교류 점등시의 문제로부터 일반 보급에는 이르지 않았습니다. 미국 W.R. Whitney 박사는 전구 흑화의 원인이 증발된 ...
Read More »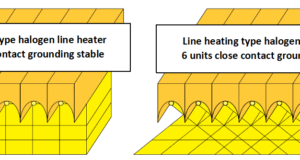
선가열형을 복수대 늘어놓고, 초점거리를 정격거리로부터 떼어내는 것으로 초점폭이 넓어 광범위의 가열을 할 수 있습니다. (아웃 포커스) 물론 면 가열형이라도 똑같이 복수대 늘어놓으면 광범위의 가열은 가능합니다. 면가열형은 초점거리를 떼어도 히터의 초점폭은 변하지 않기 때문에, 가열대상물 이외에 가열하고 싶지 않은 경우에 유효합니다. ...
Read More »
할로겐 포인트 히터에서 시멘트 벽돌를 가열 · 용융 · 유리화하는 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »
할로겐 포인트 히터에서 벽돌를 가열 · 용융 · 유리화하는 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »
할로겐 포인트 히터에서 용암 바위를 가열 · 용융 · 유리화하는 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »
할로겐 포인트 히터에서 차트 석를 가열 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »
■□■━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━■□■ Heat-tech News Letter –한국어판 – Vol. 007 2015-01-15■━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━■□■ □ INDEX ■1.신제품의 안내합니다. ■2.새용도의 안내합니다. ■3.비디오 라이브러리 ■4.서포트 정보입니다. ■5.편집 후기 ┏━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┓ ■1.신제품의 안내합니다. ┗━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┛ 1-1) [ 초소형 DC 전원 열풍 히터 ] 열풍 히터 ABH 시리즈 DC 전원 형을 ...
Read More »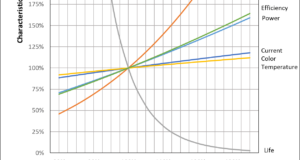
할로겐 램프의 수명은 사용하는 전압에 따라 달라집니다. 정격 전압을 100%로 정의하고, 전압을 10% 낮추면 수명은 약 3배 늘어나고, 전압을 10% 올리면 수명은 약 1/3의 단명이 됩니다. 또한, 히터 점등시의 돌입 전류도 램프의 수명을 단축합니다. 할로겐 히터가 꺼지면 전기 저항은 점등시 ...
Read More »
할로겐 포인트 히터에서 결정 편암를 가열 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »
할로겐 포인트 히터에서 화강암를 가열 · 용융 · 유리화하는 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »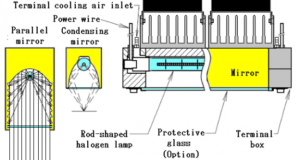
할로겐 라인 히터의 연속 사용에는 반드시 냉각이 필요합니다. 램프 씰부의 내열 온도가 300℃이기 때문입니다. 내열 온도 한계에서의 사용은 피해, 반드시 냉각해 주세요. 고온 가열하는 경우는 할로겐 램프의 씰부의 파손이나 본체의 열화에 영향을 주어 수명으로 연결되기 때문에 반드시 냉각해 주십시오. 컨트롤러에는 ...
Read More »
할로겐 포인트 히터에서 석회암를 가열 · 용융 · 유리화하는 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »
할로겐 포인트 히터에서 현무암를 가열 · 용융 · 유리화하는 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »
할로겐 포인트 히터에서 화강암를 가열 · 용융 · 유리화하는 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »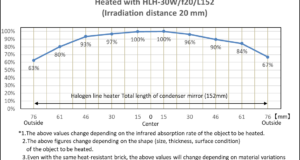

할로겐 포인트 히터에서 역암 를 가열 · 용융 · 유리화하는 데모입니다. 자세한 내용은 아래 사이트에서 확인하십시오.
Read More »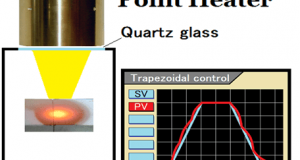
[ 문제점 ] 확산 소둔의 히트 사이클을 설정할 수있는 히터 컨트롤러가 없어서 곤란하고 있던. [ 개선의 포인트 ] 프로필 메이커 SSC의 사다리꼴 제어 기능을 사용하여 설정했다.그 후, 전원을 끄고 서냉시 데이터를 취했다. 히트 사이클을 자유롭게 설정할 수 있기 때문에 연구의 ...
Read More »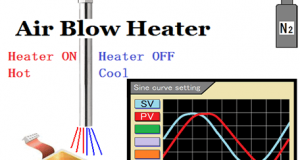
[ 문제점 ] 가열 냉각이 동시에 가능한 히터가없고, 무력했다. [ 개선의 포인트 ] 열풍 히터에서 적정 온도의 고열 공기를 만들어 투사하여 승온시의 데이터 잡기를했다.이후 전원을 끄고, 하강시의 데이터를 가지고 갔다.한대로 상승 · 하강의 온도 사이클이 잡히므로 생산성이 높아졌다.
Read More »
[ 문제점 ] 내 환경성있는 고성능 배터리를 구할 수 있습니다. [ 개선의 포인트 ] 열풍 히터를 사용하여 온도 테스트를했다.지금까지 불가능했던 급격한 온도 변화를 재현 할 수 있었다.동적 특성이 명확하게되었다.
Read More »