

INDEX
Brazing with Halogen Line Heater
As with Air Blow Heater, information on brazing heating with halogen heaters is not very common,
so this is an experiment to see to what extent brazing is possible.
Overview of Halogen Line Heater
Halogen line heater utilizes the electricity of the halogen lamp as infrared rays,
This heater uses a condensing mirror to focus infrared rays onto a line or surface and heats them to a high temperature.
◎ Because it heats directly without a heat medium, it can be used for brazing and sample heating through glass or in a vacuum.
◎ High temperature heating from room temperature up to 1000℃ can be performed cleanly.
◎ Stands up in about 3 seconds. It saves idling time and is economical.
◎ The voltage can be changed at any time, making it suitable for PID control.
△ The amount of heat absorption changes depending on the infrared absorption rate, color, and surface condition of the object to be heated.
Brazing Procedure with Halogen Line Heater
| Acceptance Inspection | Make sure it meets your quality standards. |
|---|---|
| Preprocessing | Removes stains such as anodized aluminum paint, rust, and oil |
| Flux Application | Apply flux to the substrate. Not required when using phosphor-copper brazing for copper-to-copper brazing |
| Assembly of Parts | Brazing joins two or more parts together. Pay attention to joint clearance |
| Brazing Filler Metal Supply | Place the brazing filler material on top of the flux |
| Temperature Control | Set target temperature |
| Start Heating | Install Halogen Line Heater to raise the temperature of the entire joint |
| Flux Reliquefaction | The braze begins to melt at a temperature at which the water content of the flux re-liquefies after evaporation. |
| Melting of Brazing Filler Metal | The brazing filler material begins to melt, diffuse and bond. |
| Cooling | Heating may soften the workpiece, so be sure to cool it. |
| Take Out | Cooling may be insufficient, so be careful not to burn yourself when removing. |
| Post-Processing | Remove flux residue |
Brazing of Aluminum with Halogen Line Heater
The considerations for brazing aluminum with Halogen Line Heaters are almost the same as with other heating methods.
The melting point of aluminum is 660℃ which is relatively low among metals, and when heated,
it exceeds the melting temperature of brazing and reaches the melting point of the base material (aluminum).
The melting temperature of hard brazing aluminum is 580℃, so the difference between the brazing filler metal and the base metal is only 80℃.
Halogen Line heaters are capable of continuous temperature control using radiation thermometers and thermocouples.
By setting the temperature so that it does not overheat, it prevents the temperature from rising to the melting point of the aluminum base material.
In addition, since a strong oxide film is formed on the surface of aluminum and aluminum alloys,
Even if the flux is used as it is, the oxide film cannot be removed and there is a possibility of poor bonding.
Therefore, it is necessary to remove the surface oxide film and dirt before brazing.
There are two post-treatments after brazing: removal of residual flux and anti-corrosion treatment to improve the corrosion resistance (rust) of the brazed part.
The flux used to braze aluminum is highly corrosive and must be removed.
This is especially important as incomplete removal of flux residue can cause corrosion and lead to joint failure.
The coefficient of thermal expansion of aluminum is about twice that of steel, and the thermal conductivity is about five times that of steel.
Beware of thermal distortion due to heating.
Brazing of Aluminum
Brazing of Copper With Halogen Line Heater
The precautions in brazing copper with a halogen heater are temperature control, just like with other metals.
Also, just like after brazing aluminum, it may soften after heating, so the cooling process is important.
In addition, flux is not required when phosphor copper is used for copper-to-copper brazing, but using flux enhances the effect.
Brazing of Cupper
Brazing of Stainless Steel with Halogen Line Heater
The melting point of stainless steel is an alloy, so if the composition of the alloy changes, the melting point will also change. Generally 1400-1500℃.
Corrosion resistance (rust resistance) is maintained on the surface of stainless steel due to the non-conducting film,
but this non-conducting film must be chemically removed during brazing.
Due to the low thermal conductivity of stainless steel, it takes longer than other metals to warm up the base material,
and it is prone to localized heating and overheating, so care must be taken.
Overheating thickens the chromium oxide film and makes it difficult to remove it with flux alone.
Temperature control is important to avoid overheating.
Brazing of Stainless Steel
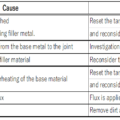
Examples of major brazing failures



Related page:
 Brazing with Halogen Point Heater
Brazing with Halogen Point Heater 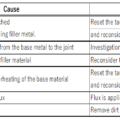 Brazing with Air Blow Heater
Brazing with Air Blow Heater 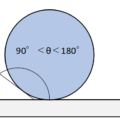 About Brazing
About Brazing 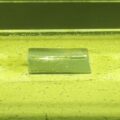 Brazing of Copper Plate with Halogen Line Heater
Brazing of Copper Plate with Halogen Line Heater  Brazing Aluminum Plate with Halogen Line Heater
Brazing Aluminum Plate with Halogen Line Heater  Brazing of Stainless Steal Plate with Halogen Line Heater
Brazing of Stainless Steal Plate with Halogen Line Heater  Halogen Line Heater products
Halogen Line Heater products  Brazing of Stainless Steel Using Halogen Point Heater
Brazing of Stainless Steel Using Halogen Point Heater