用加熱器釬焊
關於釬焊
釬焊是一種將金屬連接在一起的焊接方法。
在釬焊中,熔點低於母材熔點的釬焊材料通過加熱到高溫的母材的熱傳導而熔化,形成合金層,從而在幾乎不熔化母材的情況下產生牢固的結合。
釬焊和錫焊的區別
填充金屬的熔點差異
釬焊和錫焊的區別是由填充金屬的熔點決定的。
釬焊使用熔點為 450℃ 或更高的填充材料(釬焊),焊接使用熔點為 450℃ 或更低的填充材料(焊錫)。
例如,市售釬料的熔點鋁釬焊高於 580℃,銅釬焊高於 735℃,銀釬焊高於 450℃ 為 745℃。
相比之下,一般含鉛焊錫的熔點為183℃,無鉛焊錫的熔點為217℃。
強度差異
釬焊比錫焊更牢固。
然而,接頭的強度並不完全由釬焊的強度決定,只要接頭的形狀相同,沒有缺陷。
一般來說,基體金屬越強,接頭處的釬焊厚度越薄,接頭就越強。
釬焊特點
◎不需要加熱到母材的熔點,所以對母材的熱影響較小,更容易連接薄壁和小物品。
◎基材不易劣化。
可以連接不同熔點的異種材料。
【注意]】在不同熱膨脹係數的釬焊中,由於釬焊冷卻過程中收縮率的差異,釬焊層會出現撕裂作用,因此必須考慮連接方法。
◎母材熔點低,一旦焊接完成,可通過新的加熱來轉移和去除焊縫。
當我們兩個火焰相互靠近時,第一次火焰重熔將免於使用不同的熔點。
◎螺塞連接等機械連接方式不一樣。
◎可拆式多連接(多點關鍵連接)。
◎不同的附著力和導電性。
◎ 圖像保護金屬電弧燃燒器成熟。 由於施工過程是可能的,會議將在很短的時間內舉行。
◎ 可以穿過的形狀,可以使用且堅固的賤金屬。
◎ 可行且相對自動化。
關於釬焊填充材料
釬焊材料是一種添加金屬,其熔點低於用於連接的基本金屬。
在使用過程中,利用母材的熱傳導將釬料加熱到其熔點以上,母材熔化後通過毛細作用擴散到接頭處。
釬焊材料的選擇
1.釬焊材料的熔點低於基體金屬的熔點。
釬焊材料的成分必須具有適當的熔點,並使其很少出現 “熔體分離缺陷”,即部件在釬焊在一起時不會相互融化。
2.良好的潤濕性和足夠的流動性。
3.釬焊接頭必須具有所需的機械性能,如強度,電氣性能,如導電性和工作環境中的耐腐蝕性。
4. 易於加工成線材或板材。
只要符合這些要求,就可以使用釬焊合金。
在實踐中,其他因素,如可加工性、工作聲音和經濟效益也是重要的選擇,這限制了什麼可以作為釬焊材料。
釬焊材料的熔點
釬焊材料的熔點越低,加熱時間就越短,經濟性就越好,此外,母體金屬的劣化也越少。
由於這個原因,許多釬焊沒有使用純金屬,而是用合金元素來降低熔點。
例如,100%的銀的熔點是961.8℃,但如果加入28%的銅,銀的比例是72%,熔點就變為780℃。這種成分被稱為共晶成分。
也可以通過添加低熔點的元素來降低熔點。黃銅釬焊是通過在銅中加入低熔點的鋅而製成的。
許多銀釬焊除了銅之外,還添加了鋅。也可提供在此基礎上添加錫或鎳的銀釬焊。
然而,添加的低熔點金屬比例太高,會使釬焊變脆,加工性差。


釬焊的原理
空氣中的氧氣與基材原子發生反應,在許多金屬表面形成氧化膜。
當帶有氧化膜的金屬表面與熔化的釬焊金屬接觸時,釬焊金屬原子和基底金屬的金屬原子不會相互吸引。
分子通過一種叫做分子間力的分子間力相互吸引。
當有氧化膜存在時,釬焊金屬的原子和賤金屬的原子之間的吸引力不是相互的。這種情況被稱為釬焊材料沒有被基體金屬潤濕。
該圖像是一滴水粘在一把新傘上的圖像。釬焊材料的流動是因為分子間的力量沒有起作用。

為了進行釬焊,熔化的釬料必須潤濕基體金屬,這需要去除氧化膜。
氧化膜可以通過兩種方式去除:在氫氣等還原氣氛中去除氧化物中的氧,只留下金屬原子,或者使用助焊劑。
當熔化的助焊劑與基體金屬表面的氧化膜接觸時,氧從氧化膜中被去除,只留下基體金屬的金屬原子。
助焊劑的作用以化學方式去除氧化層,使釬料與母材的金屬表面直接接觸。
當熔化的釬料以這種狀態流動時,賤金屬的金屬原子和釬料的金屬原子通過分子間的力量結合在一起。這種情況被稱為釬料對基體金屬的潤濕。
該圖像是,雨水滲透並擴散到已經失去防水效果的雨傘中。

如果在釬料潤濕賤金屬後繼續加熱,釬料原子會滲透到賤金屬原子之間,形成一個釬料原子和賤金屬原子混合的區域。
這個區域被稱為合金層(擴散層)。這個合金層加強了關節。
關於助焊劑
助焊劑的作用是去除金屬表面的氧化膜,助焊劑與氧化膜發生化學反應,形成產品(金屬鹽),將其溶解並去除。
當用硼砂或硼酸作為助焊劑對鋼或銅進行釬焊時,氧化膜會被溶解並通過以下反應除去
FeO(氧化铁)+Na2B4O7(硼砂) ⇒ Fe(BO2)2+2NaBO2
CuO(氧化铜)+2H3BO3(硼酸) ⇒ Cu(BO2)2+3H2O
助焊剂的作用不具有从基体金属表面去除铁锈和其他厚的氧化物、涂层、油和脂肪、污垢等的效果。
因此,在钎焊前有必要进行处理以去除这些外来物质。
如果油和水垢等外来物质粘附在基体金属上,助焊剂的效果将不够好。
这些外来物质可以通过脱脂和研磨充分去除。
此外,助焊剂的熔点通常比钎蜡的熔点低约50℃。
釬焊加熱
加熱操作對於釬焊是必不可少的。
因此,加熱對賤金屬的熱效應是不可避免的,導致賤金屬表面的微觀結構變化,如氧化、軟化、硬化和粗化。
釬焊加熱有各種方法,但所有加熱方法中最重要的因素是溫度控制。
接頭附近的基本金屬被均勻地加熱到規定的釬焊溫度,一旦釬料開始流動,它就保持在這個溫度,直到它完全滲透到接頭。
必須實現穩定的溫度控制,盡量減少溫度波動。
加熱溫度和加熱時間取決於母材和釬料的形狀,因此有必要確定最佳加熱條件。
钎焊加热量的关键点
◎ 钎焊区不直接加热,但接头附近的基体金属被加热,并利用传导热来熔化钎焊金属。
过热的基体金属会在表面形成厚厚的氧化膜,使助焊剂难以有效地去除氧化膜,并使钎焊无法浸润基体金属。
此外,过热会增加对基体金属的热效应,导致基体金属达到熔化温度而熔化。
◎在热容量和壁厚不同的情况下,先加热较大、较厚的那块。
◎通过观察贱金属的颜色和焊剂的熔化状态来确定钎焊温度。
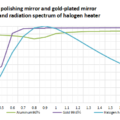
除上述情况外,在使用卤素加热器进行钎焊的情况下,可以通过反馈控制使用辐射温度计来控制加热温度。
◎钎料通过毛细作用进入接头缝隙,因此钎料的用量不应超过需要。
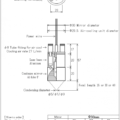
關於接頭的間距
在釬焊中,釬料通過毛細作用流入間隙。如果縫隙太寬,釬料可能流入較小的縫隙或在釬焊後留在縫隙中,導致接頭不良。
有必要了解釬焊的適當間距。
釬焊的類型和適當的釬焊時間間隔