Brazing with Air Blow Heater
There are many heating methods for brazing, and representative brazing methods include gas brazing, high-frequency induction brazing, resistance brazing, and arc brazing.
Brazing with the Air Blow Heater is not very common, so we experimented to what extent brazing is possible.
About Air Blow Heater
The Air Blow Heater is a heater with a simple structure. Compressed gas is supplied from an air compressor, and the gas is directly heated by a high-density heating element and discharged as hot air.
◎ The high-density heating element can be used to cleanly heat the supplied gas up to a maximum temperature of approximately 1050℃.
◎ Accurate temperature control can be performed using a thermocouple at the discharge port.
◎ Nitrogen can be directly heated, so it can be used for experiments on anaerobic microorganisms.
◎ Various metal fittings can be attached because the tip is internally threaded.
◎ Blows out hot air with high temperature and low humidity, which is advantageous in the drying field.
Brazing Procedure with Air Blow Heater
| Acceptance Inspection | Make sure it meets your quality standards. |
|---|---|
| Preprocessing | Removes stains such as anodized aluminum paint, rust, and oil |
| Flux Application | Apply flux to the substrate. Not required when using phosphor-copper brazing for copper-to-copper brazing |
| Assembly of Parts | Brazing joins two or more parts together. Pay attention to joint clearance |
| Brazing Filler Metal Supply | Place the brazing filler material on top of the flux |
| Temperature Control | Set target temperature |
| Start Heating | Install Air Blow Heater to raise the temperature of the entire joint |
| Flux Reliquefaction | The braze begins to melt at a temperature at which the water content of the flux re-liquefies after evaporation. |
| Melting of Brazing Filler Metal | The brazing filler material begins to melt, diffuse and bond. |
| Cooling | Heating may soften the workpiece, so be sure to cool it. |
| Take Out | Cooling may be insufficient, so be careful not to burn yourself when removing. |
| Post-Processing | Remove flux residue |
Brazing of Aluminum with Air Blow Heater
The melting point of aluminum is 660℃, which is relatively low among metals, and when overheated, it exceeds the melting temperature of brazing and reaches the melting point of the base material (aluminum).
The melting temperature of hard brazing aluminum is 580℃, so the difference is only 80℃. Also, since it is a metal that is easily oxidized, it is important to control the temperature at an appropriate temperature.
The Air Blow Heater uses a thermocouple at the outlet to enable continuous temperature control, preventing overheating.
In addition, since a strong oxide film is formed on the surface of aluminum and aluminum alloys,
Using the flux as-is will not be able to remove them and may fail.
Therefore, it is necessary to remove the surface oxide film and dirt before brazing.
The flux used in aluminum brazing is highly corrosive and must be removed after brazing.
This treatment is especially important because incomplete removal of flux residue can cause corrosion and breakage of joints.
Furthermore, anti-corrosion treatment may be applied to increase the corrosion resistance of the brazed part.
The coefficient of thermal expansion of aluminum is about twice that of steel, and its thermal conductivity is about five times that of steel.
It is a material that is difficult to heat locally because it requires attention to thermal distortion due to heating.
Since the temperature of the hot air heater is lower than the temperature of the gas burner, the heating time will be longer.
The tact time can be shortened by using multiple units, increasing the flow rate, adding a preheating process, etc.
Also, even if a gas leak occurs, it is extremely safe as long as the supply gas is air.
If the supply gas is air, unlike gas, it is colorless, making it easier to check the brazing progress of the product.
Brazing Aluminum with Air Blow Heater
Brazing Aluminum and Cupper with Air Blow Heater
Application example
Various aluminum heat exchangers for automobiles
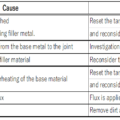
Examples of Major Brazing Failures