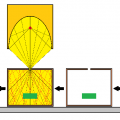
필라멘트는 금속에서 가장 융점이 높은 텅스텐 사용합니다. 봉입하는 할로겐 가스에 의한 열손실을 억제하기 위해, 직선으로부터 개량해 코일 형상으로 한 필라멘트를 사용합니다. 필라멘트는 불활성 가스가 봉입된 밸브 내에 넣어지기 때문에 불활성 가스로 덮여 열 손실(필라멘트의 온도 저하)을 받습니다. 열손실은 필라멘트의 길이에 영향을 주기 때문에 코일 모양으로 하여 길이를 조정하여 열손실을 억제합니다. 직선의 필라멘트에서는, 점등시에 열팽창으로 구부러져 버립니다만, 코일로 하는 것으로 점등시에 열팽창해도 유연성이 있기 때문에, 소등 후 다시 코일상으로 돌아가 형상 유지를 할 수 있습니다.
또한, 필라멘트를 코일 모양으로 하면, 코일의 안쪽에는 공동이 형성되고, 코일의 간극에서 나오는 빛은 흑체 방사선에 가까워집니다.
텅스텐의 방사 특성(분광 방사율)은 가시광역에서 비교적 높고, 장파장이 되면 방사율이 서서히 작아지는 경향이 있다. 따라서 같은 온도라면 흑체보다 발광 효율이 상당히 높아집니다. 이것이 텅스텐이 조명용 필라멘트 재료로 적합한 이유 중 하나입니다. 같은 온도에서도 탄소 필라멘트는 흑체에 가깝기 때문에 발광 효율은 상당히 낮습니다.
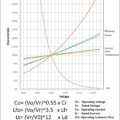
텅스텐의 전기 저항률은 비교적 크다.

전구 점등 중의 필라멘트 온도(2500~3200K)에서는 비교적 높은 저항률을 나타내지만, 상온에서는 1/10 이하의 저항률이 됩니다. 즉, 점등시에 큰 돌입 전류가 순간적으로 흐르기 쉬운 상태입니다.
이 돌입 전류가 필라멘트의 온도를 순간적으로 상승시켜 램프를 순간적으로 점등시킬 수 있습니다. 그러나 돌입 전류는 램프 수명에 직접 연결됩니다. 히터가 켜지면 가능한 한 전원 전압을 낮추어야합니다.




싱글 필라멘트 코일의 제조 방법에 관하서서
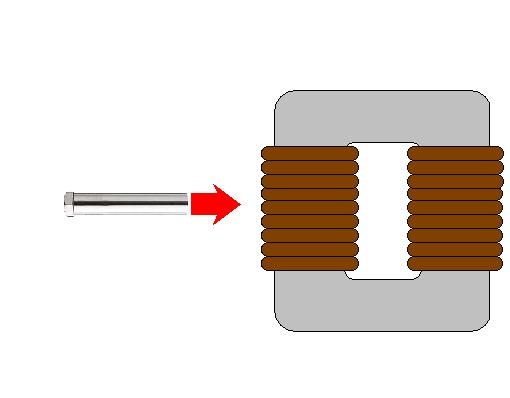
텅스텐 선을 맨드릴(심봉)에 감아서 코일링합니다. 대부분의 경우 맨드릴에 감은 후 스프링백으로 돌아가 그대로 맨드릴을 제거합니다.
텅스텐 선경을 d, 권경을 MD로 하면, MD/d≒3이 적정합니다. MD/d<2에서는 열팽창으로 변형하기 쉽고, MD/d>8에서는 강도가 약해집니다. 또한 코일 감기의 피치를 P로 하면 P/d≒1.5가 적정합니다. P/d<1.2에서는 피치간 쇼트의 위험이 나옵니다. P/d>1.8에서는 열 손실이 크고 발광 효율적으로 불리합니다.
치수 안정을 위해 심봉에 붙인 채 열처리를 넣으면 빼낼 수 없게 되므로 이 경우에는 심선을 산으로 용해 제거합니다. 그러나 이 방법은 용해시에 나오는 가스나 용해액의 처리에 설비와 비용이 듭니다.
이렇게 해서 만든 코일 필라멘트도 튼튼한 설계의 코일이라면, 이대로 램프로 할 수 없는 것도 없지만, 많은 경우는 열처리에 의해 왜곡을 제거하지 않으면 램프가 되고 나서 변형합니다. 또한 강도가 약한 코일에서는 2차 재결정을 종료시키는 공정을 거친 후 램프에 내장됩니다.
2중 코일 필라멘트의 제조 방법에 관하서서
2중 코일 필라멘트의 일반적인 제조 방법은, 1차 감기는 몰리브덴의 심선에 텅스텐선을 규정의 피치로 감습니다. 그 후, 한번 열처리(1000℃~1600℃의 수소 분위기로)를 합니다. 이것으로 연속으로 감은 것을 짧게 절단해도 스프링백하지 않게 됩니다.
다음에 2차 감습니다. 심봉에 규정된 피치로 감아서 빼냅니다.
다음에 단부를 임의의 형상으로 성형하고 나서, 1600℃~1900℃의 열처리(수소 분위기로나 직접 통전에 의한 가열 등)를 합니다. 그 후 몰리브덴 심선을 혼합산(물 2:질산 2:황산 1)으로 용해 제거하면 2중 코일 필라멘트를 제조할 수 있습니다. .
이 방법은 몰리브덴 심선의 제거에 NOx나 잔류 산액, 몰리브덴염 등이 다량으로 나오기 때문에, 이것의 제거, 무해화 설비에 비용이 듭니다. 또 1차 권선에 몰리브덴을 사용하는 관계상, 너무 고온의 열처리를 하면 텅스텐안에 몰리브덴이 침윤해, 할로겐 램프에 악영향을 줍니다.
그 때문에, 최고라도 약 1900℃의 열처리가 되어, 텅스텐의 2차 재결정을 충분히 종료시킬 수 없습니다. 이대로라면 램프로 하고 점등한 순간에 나머지의 2차 재결정이 일어나, 필라멘트가 변형되는 일이 있습니다.
텅스텐의 2차 재결정이 불충분하다는 단점이 없는 2중 코일의 제조 방법으로서, 1차 감은 코일(심선 제거 완료)을 어떠한 방법으로 2중 코일의 형태로 성형하고, 2200℃의 열처리를 하고 이중 코일 필라멘트를 만드는 방법이 있습니다.
이 2중 코일의 형태로 성형하는 방법으로서는 1차 심선보다 조금 가는 텅스텐봉을 2차 권선의 형태로 성형(코일 형상 심봉)하고, 거기에 1권 코일을 삽입하여 더블 코일의 형태로 한 후 열처리하여 굳히는 방법입니다. 텅스텐의 코일형 심봉은 열처리 후 빼내고 재사용합니다.
다만 이 방법도 만능이 아니고, 대량 생산 방식으로서는 기계화하기 어려운 점이나, 만들기 어려운 설계의 2중 코일도 있습니다.