

INDEX
- Control
- Good control
- Feedback control
- Program control
- PID control
- Control cycle
- Time division proportional operation
- Operating gap
- Dead time
- Responsibility
- Rise
- Overshoot
- Disturbance
- Cycling
- hunting
- Well-balanced state
- Stability
- Offset steady-state deviation
- Heat capacity
- Heater capacity
- SP: Abbreviation of set point
- PV: Abbreviation of present value
- e: deviation, difference between set value SV and present value PV
- P: Proportional width or proportional control
- I: Integration time or integration control
- D: Differentiation time or differential operation
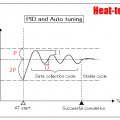
- AT: Auto tuning

Control
Control is derived from the Latin contrarotulare, where contra means “to” and rotarye means “scroll”. When these are combined, the control comes from the fact that “if there is a difference, it will be corrected according to the authority (standard) described on the scroll”.
In JIS terms, control is defined as “adding necessary operations to a target object so as to fit a certain purpose.”
Good control
Good control is control that does not change and does not violate.
1. Fewer transients = better responsiveness, less overshoot to hunting
2. Fast transition to steady state = good stability
3. No steady-state error (Offset)
There are three features.
Feedback control
What should be done next after measuring the manipulated effects? How to think and control
Program control
Control that changes the set value every time set in the program
PID control
Proportional action ( P action) that outputs an output proportional to the deviation between the present value (PV) and the set point (SP);
Integral action ( I action) that outputs an output proportional to the integral of the deviation,
Control method that outputs the sum of Derivative Action (D action) that outputs an output proportional to the derivative of the deviation
Control cycle
According to the preset time period, it is turned on for a certain time and turned off for the remaining time. This preset time period is called the control period. It seems that there are many things that can be set freely from 10 to 0.5 seconds.
Time division proportional operation
A method that turns on for a certain time and turns off for the remaining time according to the control cycle
Controlled by SSR
Operating gap
(1) The gap for ON-0FF operation.
From turning off the heater temporarily until turning it on again
Also called Hysteresis
② The difference between the temperature at which the temperature turned off at the set temperature and the temperature at which the temperature decreases and turns on again
Also referred to as differential
Dead time
Heating operation is delayed for a certain time
Dead time appears when the operation point and the detection point are separated to some extent.
The longer the dead time, the more likely the control result is hunting or over-shoot. For temperature control, it is necessary to minimize the dead time as much as possible.
Responsibility
When the control starts or when the target value is changed, how to respond quickly
Rise
Heated from room temperature to the set temperature in the initial state
Overshoot
The temperature goes beyond the set value
Disturbance
Outside work to disturb something in a stable state
Cycling
Keep small fluctuations near the set value.
Temperature fluctuations are generally not preferred. It wastes power and fuel and wastes time.
In addition, the heating object may become useless because the heating object temporarily becomes higher than the setting.
However, narrow cycling is normal if within acceptable limits.
hunting
Even if cycling continues to fluctuate greatly beyond the allowable range and is not desirable for control
Well-balanced state
Overshoot → Hunting state (transient state) subsides and stable state
Stability
Transition from a transient state to a steady state and enter a stable state
Offset steady-state deviation
A deviation in which the manipulated variable becomes too small and the controlled side remains unresponsive.
① Stable deviation from the set value.
(2) In the proportional operation, a certain error occurs even if a stable state is reached due to the heat capacity and heater capacity of the control target. This error value.
When this condition is corrected, it is said to be “filling the offset (reaching the set value)”.
Heat capacity
Thermal size required by the object to be heated
Heater capacity
Heating power of heater
SP: Abbreviation of set point
PV: Abbreviation of present value
e: deviation, difference between set value SV and present value PV
P: Proportional width or proportional control
I: Integration time or integration control
D: Differentiation time or differential operation
AT: Auto tuning


Related page:
 4-6.Proportional integral (PI) control
4-6.Proportional integral (PI) control 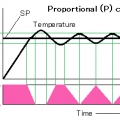 4-4.Proportional (P) control
4-4.Proportional (P) control 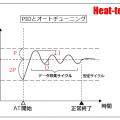 4-9.PID control tips to get the best control in all
4-9.PID control tips to get the best control in all  4-11.Heating / cooling control function
4-11.Heating / cooling control function  4-8.Development of proportional integral derivative (PID) control
4-8.Development of proportional integral derivative (PID) control 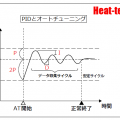 4-7.Proportional derivative (PD) control
4-7.Proportional derivative (PD) control 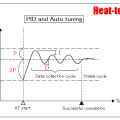 4-5.Time proportional control, continuous proportional control, position proportional control
4-5.Time proportional control, continuous proportional control, position proportional control 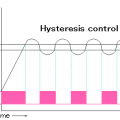 4-3.Hysteresis control
4-3.Hysteresis control